

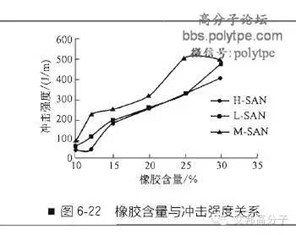
(1) Tooraine mõju
Erinevate kaubamärkide PC ja sulami ABS-vaigu segudel on suur jõudluse erinevus. Jooniselt 6-22 on näha, et suur kummisisaldus parandab PC/ABS-süsteemi löögitugevust, kuid kahjustab oluliselt faaside omavahelist mahtuvust, vähendades seega sulami tõmbeomadusi. Seetõttu ei saa sobiva kummisisaldusega ABS-i valimine mitte ainult parandada segu löögitugevust, vaid ka sünergiliselt suurendada selle paindetugevust. Kui kasutatakse madala kummisisaldusega ABS-i, suureneb sulami paindetugevus sünergiliselt. Lisaks võivad kõrge akrüülnitriil, madal kummisisaldus ja suure molekulmassiga ABS parandada sulami kuumakindlust.

(2) PC/ABS segu suhte mõju sulami omadustele
PC/ABS segusüsteemi ühilduvus ja mehaanilised omadused on otseselt seotud süsteemi iga komponendi sisuga. Cao Mingan et al. saadi PC ja ABS-vaigu segamissuhet reguleerides erinevaid erinevate omadustega PC/ABS-sulameid. PC/ABS-sulami omadused on lineaarses seoses ABS-i sisaldusega ja järgivad ligikaudu aditiivsust. PC/ABS-sulami üldomadused jäävad PC ja ABS vahele ning löögitugevusel on superaditiivne efekt (st sünergiaefekt) ja antagonismiefekt proportsiooniga.
(3) Kolmanda komponendi mõju
PC/ABS-sulami kuumakindlust ja termilist stabiilsust saab parandada bensotiasooli ja polüimiidi lisamisega. PC/ABS-sulami voolavust saab parandada töötlemise modifikaatorite, näiteks etüleenoksiidi/propüleenoksiidi plokk-kopolümeeri, MMA/St kopolümeeri ja olefiini/akrüüläädika kopolümeeri lisamisega. Lisaks PC/ABS-sulamist süstitavate toodete, PMMA, SAN, SBR, akrüüläädika elastomeeri, madala tihedusega polüolefiini, etüleeni/akrüüläädika/äädikhappe, etüleeni (äädika) kopolümeeri, PC/etüleenploki liigeste tugevuse parandamiseks või tavaliselt lisatakse pookkopolümeeri ja muid aineid.
(4) Töötlemistehnoloogia mõju
PC ja ABS segamisseadmed saavad valida kahe kruviga ekstruuderi ja ühe kruviga ekstruuderi staatilise segistiga. Jong Han Chun usub, et pideva sõtkumise ekstruuderi mõju on ideaalne. Segamisrežiimi osas on teist järku segamise efekt parem. Teise järgu segamisel tuleb aga osa materjale kaks korda kõrgel temperatuuril ekstrudeerida, millel on suur energiatarve, materjale on lihtne lagundada ja sulami omadusi vähendada.
Vormimismeetodil on suur mõju ka PC/ABS-sulami morfoloogiale ja struktuurile. Näiteks plasti pressimisel moodustatud proov suudab paremini säilitada sulami segamisel tekkivat mikrostruktuuri heterogeenset dispersiooni olekut, samal ajal kui survevalu korral suure nihkekiirusega dispersiooni olek muutub ja saavutab liigse ühtlase lagunemise. Seetõttu on kahe proovi löögitugevus suur erinevus ja survevormimisproovi löögitugevus on kõrge. PC vees (veesisaldus on suurem kui 0,03%) ja kõrgel temperatuuril (temperatuur on kõrgem kui 150 ℃) kergesti lagunedes, nii et enne kuivatamist tuleks segamisel või vormimisel vältida ka steariinhappe määrdeainete segamist, et mitte mõjutada toodete jõudlus.
Postitusaeg: 02-06-22